
FAQ’s
Press Brake tools are usually a combination of Upper punch and lower die. The choice of Upper tool is based on the profile shape you want to bend and the type of lower die depends upon the sheet thickness you want to bend.
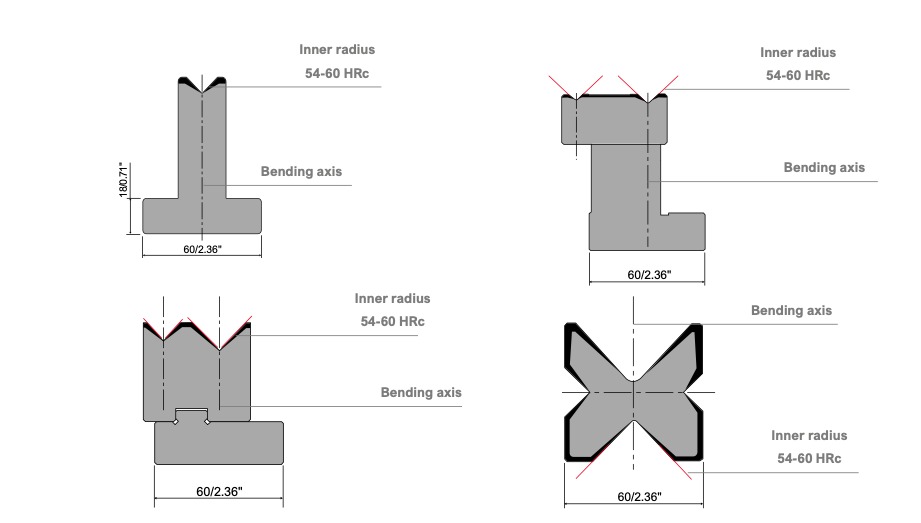
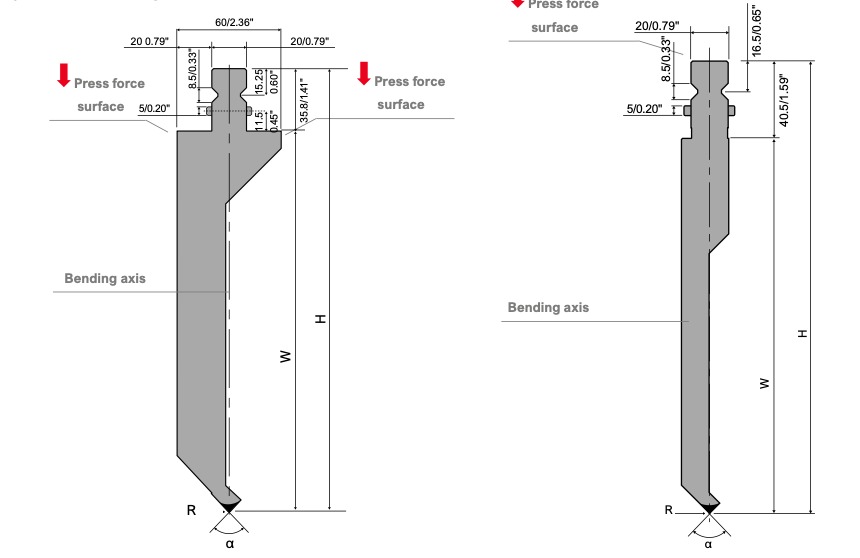
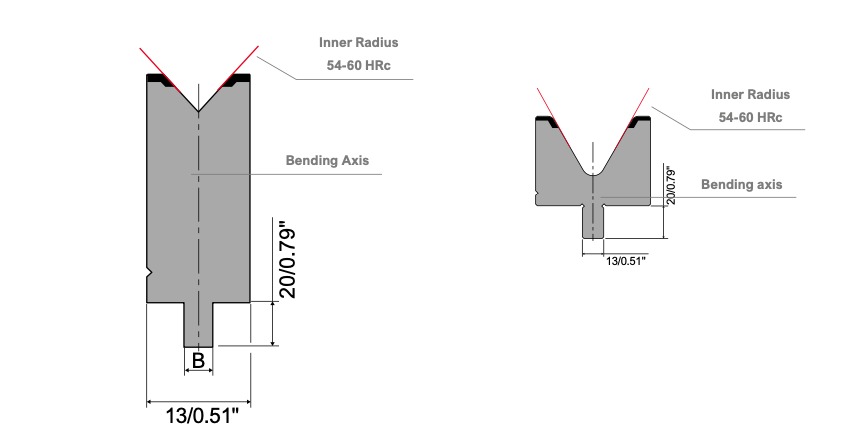
The Lower dies, or V-Die as it is normally called, have various specifications like V-opening and angle of the dies. The V-opening is chosen based on the sheet thickness and the v-angle is chosen depending on the minimum angle you want to bend on the sheet.
The thumb rule is to select the V=8 x Sheet thickness (in mm). This factor may vary from 6~8 times for lower thickness (i.e. for sheet thickness <or = to 1.0mm or below) and 8~10 times for higher thickness (i.e. for sheet thickness > or = 4.0mm and above). Some people use lower V-opening for softer materials like Aluminium.
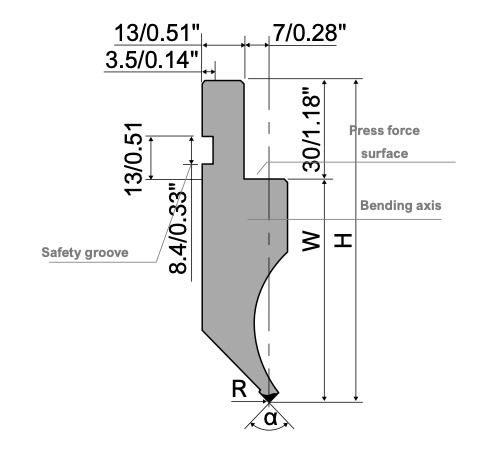
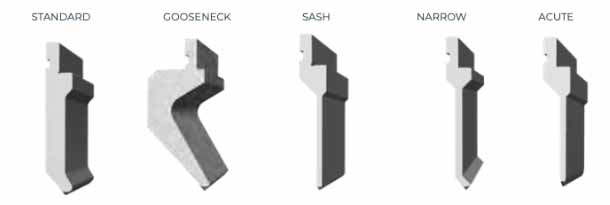 Shown above are some typical shapes of the upper tools based on the angle and shape of the bending profile we select the upper tool. The only thing to take care of here is that the upper tool/punch angle should always be less than or equal to the lower die angle.
Shown above are some typical shapes of the upper tools based on the angle and shape of the bending profile we select the upper tool. The only thing to take care of here is that the upper tool/punch angle should always be less than or equal to the lower die angle.
The selection of tooling style depends upon the clamping system or clamping standard used by the manufacturer of your press brake. Various manufacturers use different clamping systems to hold the tools on the press beam and lower table. Please ask your press brake manufacturer about the tooling style and specification of your press brake like Daylight and Stroke and thereafter choose your tooling style.
European Style Clamping for upper tool
European Style Clamping For Lower Tool
Wila Style Clamping for upper tool
Wila Style Clamping for Lower tool
Sheet metal punching on a turret punch press is a process that uses a machine with a rotating turret equipped with various punching tools to create holes, shapes, and features on sheet metal.
A turret punch press operates by indexing the appropriate punching tool from the turret into position and then exerting force to punch through the sheet metal, creating the desired hole or shape.
Turret punch presses can punch a wide range of materials, including stainless steel, aluminium, mild steel, brass, and copper.
Using a turret punch press offers advantages such as high precision, quick setup time, versatility in punching different shapes and sizes, and the ability to create complex patterns.
The maximum thickness of sheet metal that can be punched on a turret punch press depends on the specific machine and its capabilities but typically ranges from 0.5 mm to 6 mm.
Turret punch presses can create various types of holes, including round holes, square holes, rectangular holes, slots, and custom-shaped holes.
No, a turret punch press is primarily used for punching holes and shapes. Forming or bending operations typically require a separate machine, such as a press brake. Some small height forming operations like embossing and countersinking etc are
possible by using special forming tools.